
Vacaciones, del latín vacâtiô, 3ª declinación, nominativo singular femenino.
Será porque viene del latín que, a algunos países, el concepto les suena exactamente a eso, a latín.
Ya han aparecido dos artículos más o menos logrados y relacionados (pillados por los pelos, diría yo) sobre el concepto "vacaciones" y el "Lean Management". Uno de ellos, por cierto, sirvió de iniciación para nuestro reciente y flamante fichaje Sensei Seiton.
Algunos de nosotros ya las adivinamos en la vuelta de la esquina de este fin de semana. Otros, como Hunter, las viven a su manera (de camping por Afganistán), y uno de nuestros guías espirituales (Rubén, traeme un par de ponchos) se ha perdido una semanita en Matamoros (con tifón incluido).
Considerando que el concepto 'vacaciones', expresa literalmente una 'suspensión' de las actividades normales o rutinarias (léase trabajo) y que son consideradas necesarias para aumentar la 'productividad' el resto del año, se me presentaba como necesario un serio análisis de cómo son planteadas en las diferentes culturas sociolaborales de aquellos países, que nuestro sistema productivo espera 'atrapar' algún día en cuanto a niveles de excelencia y productividad.
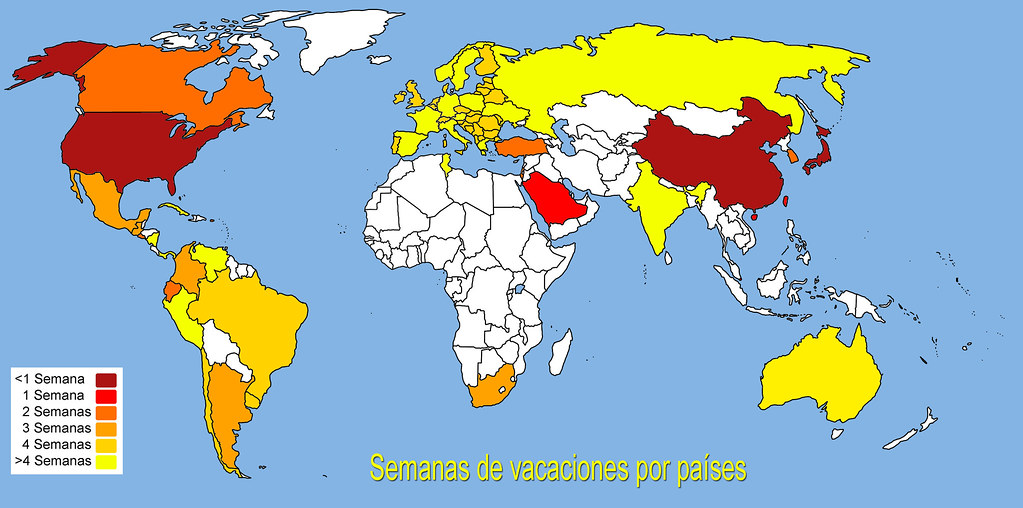
En el medallero de la competitividad (según el Ránking de Competividad mundial de los países del IMD) los 3 primeros puestos son ocupados por:
1. Estados Unidos
2. Singapur
3. Hong Kong
Bien, con una simple ojeada a nuestro mapa comprobaremos que los 3 países tienen algo en común, la prácticamente inexistencia del periodo vacacional.
En Estados Unidos el periodo vacacional no es obligatorio, mientras que en Singapur y en Hong Kong tan solo se prolonga una semana.
No es por dar ideas a los gobiernos de esos dos países, pero parece claro que tienen una buena excusa para 'eliminar' las vacaciones del panorama laboral del país.
La clasificación AfterLean sería la siguiente:
1. Australia
2. Suiza
3. Luxemburgo
Australia es nuestra favorita. Sin estar regulado en la legislación laboral del país (no es obligatorio hacer ni conceder vacaciones) lo habitual es hacer 4 semanas (sentido común). Además se encuentra en la 7ª posición viniendo desde la 12 del año 2007.
Suiza es el primer país europeo de la lista, concretamente el cuarto más competitivo, y tiene 4 semanas de vacaciones reguladas por ley.
Luxemburgo comparte los privilegios de los franceses en cuanto a legislación vacacional y consigue auparse al 5 lugar del ránking con unas magníficas 5 semanas de vacaciones.
Los países más uraños en cuanto a derechos laborales (sudeste asiático y norteamérica) están arriba del todo de la clasificación. Esto desmitificaría la teoría de que para ser más productivo es necesario disfrutar de un receso vacacional que 'recargue' nuestras pilas.
En el número de Julio de la edición española de ELLE puede encontrarse un magnífico reportaje titulado VACACIONES: ¿UN DERECHO DE TODOS?. Su redactora Rosa M. Molló nos certifica como está incluso mal visto por los americanos que los europeos disfrutemos de un mes de vacaciones por considerarlo poco competitivo.

NOTA: En Japón se reguló hace unos pocos años la actual ley que 'obliga' a tomarse un descanso a los trabajadores nipones a raíz de sus conocidos problemas con el 'karoshi'.
Leer más...

























 Situándose dentro del círculo (Ohno Circle) y permaneciendo una hora en él, anotaba en una cuartilla los objetivos de producción previstos (target), el proceso actual de fabricación (actual condition) y la diferencia entre ambas mediciones (gap).
Situándose dentro del círculo (Ohno Circle) y permaneciendo una hora en él, anotaba en una cuartilla los objetivos de producción previstos (target), el proceso actual de fabricación (actual condition) y la diferencia entre ambas mediciones (gap). ¿Les suena? Lo que no sabremos nunca, es si
¿Les suena? Lo que no sabremos nunca, es si 





 5. No sonreír jamás: La más importante de todas. Todo ejército que se precie debe mantener siempre la seriedad y la compostura aún sabiéndose superior al rival.
5. No sonreír jamás: La más importante de todas. Todo ejército que se precie debe mantener siempre la seriedad y la compostura aún sabiéndose superior al rival.











